KEMET has been manufacturing conductive polymer based surface mount tantalum capacitors (KO-CAPa ) since 1999. In the last 15 years we have focused on expanding our polymer Ta capacitor portfolio to meet its increasing adoption into circuit designs. Many capabilities have been successfully introduced into the market, such as low equivalent series resistance (ESR) series for decoupling, high voltage series for DC-DC converters and power management, and high energy series for enterprise solid state drives (SSD) applications. [1] A recent application trend of conductive polymer based tantalum capacitors requires high performance in harsh environments. One example is the application in the automotive industry which requires AEC-Q200 qualification. [2] Amongst all of the AEC-Q200 requirements, [3] the most challenging one for polymer tantalum capacitors with traditional technology is the highly accelerated test under 85°C / 85% relative humidity (RH) with DC bias up to rated voltage for 1000 hours. Other industries such as telecommunication are also starting to request 85°C / 85% RH qualification. A possible reason is an extrapolation based on data from other components that any device passing the 85°C / 85% RH condition for 1000 hours could have a field use life 5 to 10 years under the real life environmental conditions.[4]
In August 2015 KEMET launched a new series of KO-CAP, T598, polymer Ta capacitor, which meets the full requirement of AEC Q-200 including the 1000 hours endurance test at 85°C / 85% RH with the load of rated voltage.[5] These new offerings allow Automotive Segment to take full advantages of KO-CAP capacitors, such as high CV/cc, low ESR for higher ripple capability, and lower profile.[1]
In this paper, the basic construction and manufacturing process of polymer Ta capacitors is first described. The challenges for polymer Ta capacitors under unbiased and biased high temperature and high humidity conditions will be discussed. This will be followed by possible technical solutions and the performance of our current T598 series of products.
KO-CAP is a polymer Tantalum capacitor in which conductive polymer serves as the cathode instead of manganese dioxide. The basic construction is shown in Figure 1. Figure 2 shows the scanning electron microscope (SEM) photos of conductive polymer inside an anode.
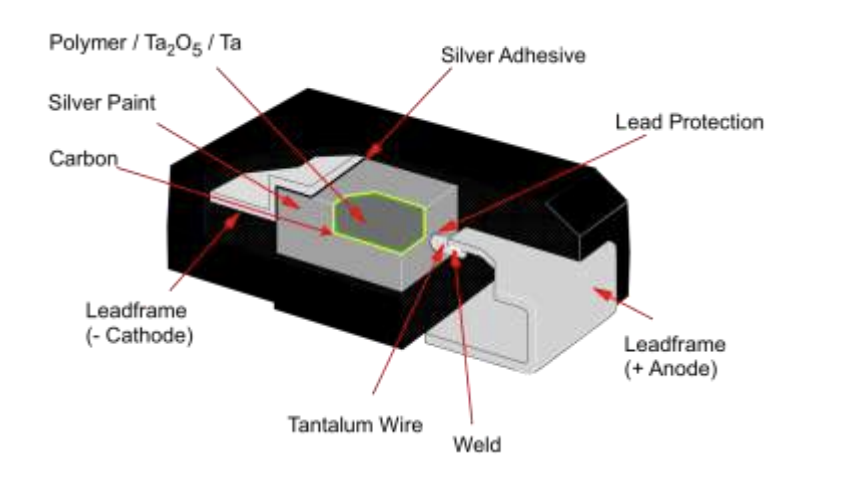
Figure 1: Basic construction of polymer tantalum capacitor
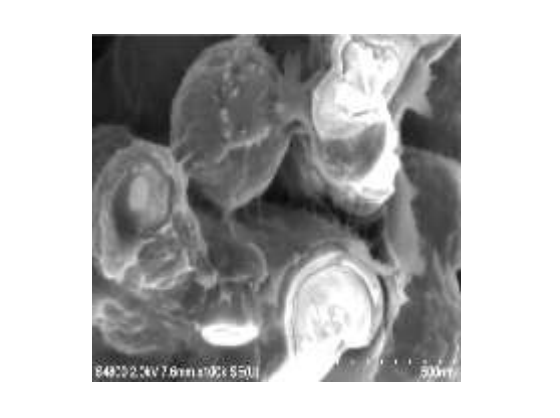
Figure 2: SEM photo of conductive polymer counter-electrode in polymer tantalum capacitor
Manufacturing of Ta capacitors is a relatively complex process comprising more than 200 steps. An outline of this process is shown in Figure 3.
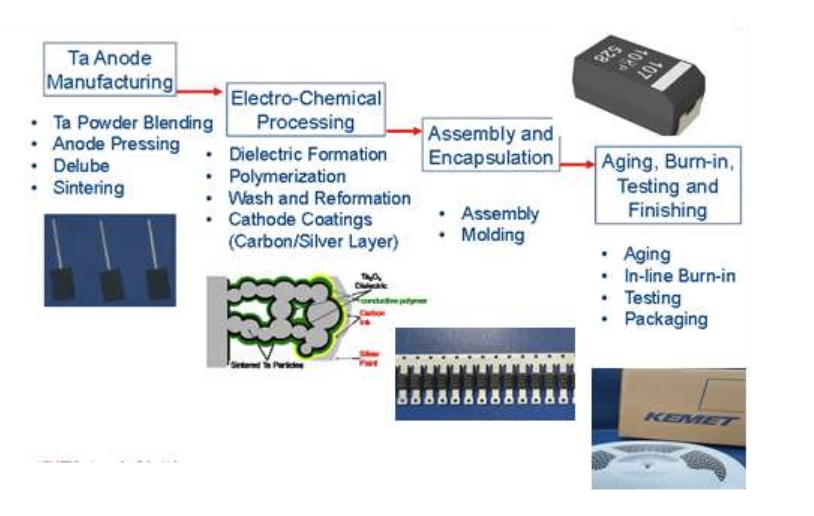
Figure 3: General manufacturing process of KEMET polymer tantalum capacitors (KO-CAP)
The manufacturing process of polymer Ta capacitors begins with the pressing and sintering of micrometer-size tantalum powder to form porous pellets which are electrochemically anodized to produce tantalum pentoxide (Ta2O5) dielectric. Conductive polymer as the first layer of cathode is deposited onto the surface of the dielectric via in situ chemical polymerization, electrochemical polymerization, or coating by a premade conductive polymer dispersion. Washing and reformation may be used as necessary after each polymerization cycle. Carbon and silver coatings are applied to connect the cathode layer to the leadframe which, after encapsulation, provides the electric connection from the capacitor to the application circuit. The molded case typically consists of epoxy compound containing fillers. It protects the capacitor from moisture, oxygen, chemical or mechanical stress. The molded semi-finished products undergo laser marking, inline burn-in, and 100% electrical testing, before final packaging into reels.
According to MIL-STD-202G, Method 103B, [6] the 40°C ± 2°C, 95% to 98% RH steady state test at specified DC bias is used to detect deterioration of electrical, physical and mechanical properties of components. To be in good compliance to the standard, all polymer Ta capacitor manufacturers commit to some level of accelerated temperature and humidity testing in their qualification plan. However, due to limited acceleration of 40°C ± 2 °C, 95% to 98% RH this test condition is not harsh enough to simulate failures in the real world.
The most commonly adopted condition for more accelerated temperature and humidity testing is 60 °C, 90% RH. It was reported that acceleration factor of 60°C, 90%RH is approximately 3 times of 40°C, 95% RH. [7] Most of KEMET’s polymer Ta capacitors meet the specification of 500 hours under 60°C, 90% RH. [1] One typical example of a KO-CAP product is shown in Figures 4(a-d).
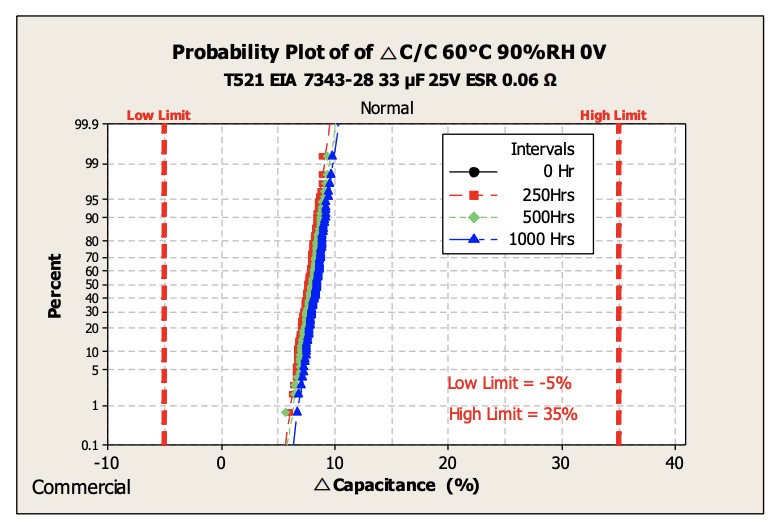
Figure 4 (a): KO-CAP EIA7343-28, 33 µF 25V ESR, 0.06Ω. Capacitance change post several intervals under 60 °C 90% RH without DC voltage
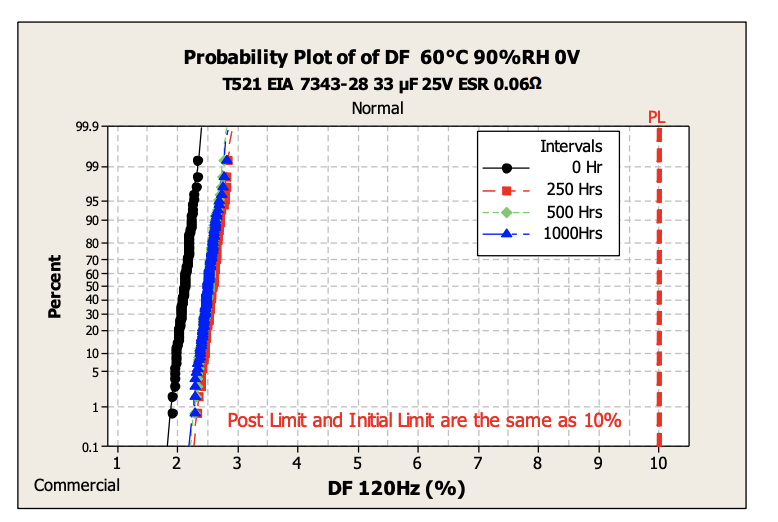
Figure 4 (b): KO-CAP EIA7343-28, 33 µF 25V, ESR 0.06Ω. DF post several intervals under 60 °C 90% RH without DC voltage
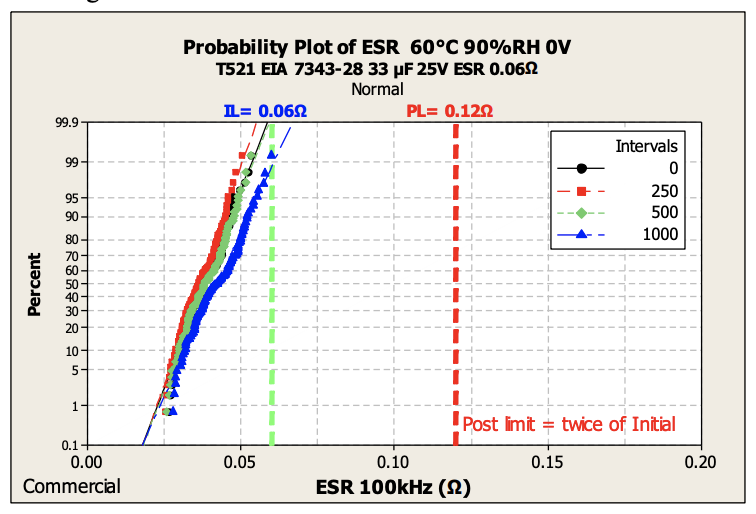
Figure 4 (c): KO-CAP EIA7343-28, 33 µF 25V, ESR 0.06Ω. ESR post several intervals under 60 °C 90% RH without DC voltage
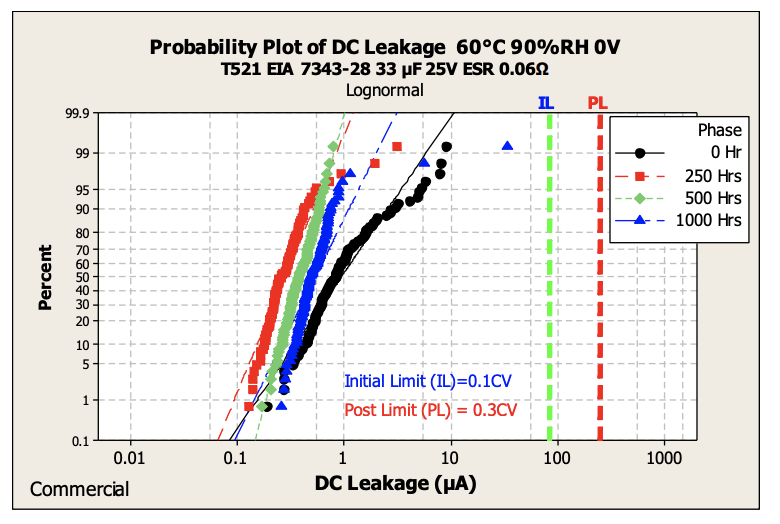
Figure 4 (d): KO-CAP EIA7343-28, 33µF 25V, ESR 0.06Ω. DC leakage (measured at 25V) post several intervals under 60 °C 90% RH without DC voltage
Although all the parts demonstrated a performance well within the specification under 60 °C 90% RH for 500 hours, some slight shift of DC leakage in the small tails of population was observed. When the conditions were further increased to 85°C, 85% RH, the population began to show more variations in ESR shift and leakage tails. The ESR and leakage results under unbiased 85°C / 85% RH of the aforementioned KO-CAP part type are shown in Figures 5 (a-c).
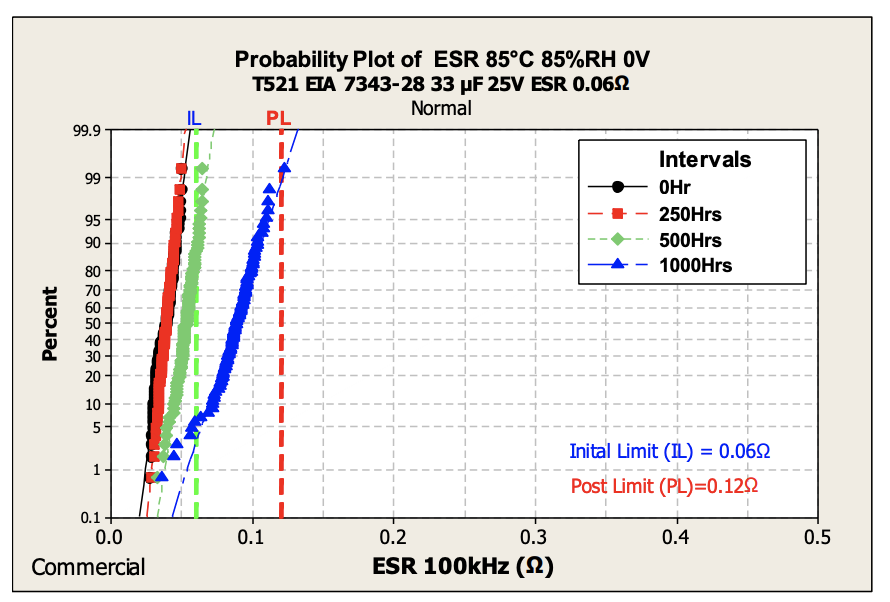
Figure 5(a): KO-CAP EIA7343-28, 33µF 25V, ESR 0.06Ω. ESR post several intervals under 85°C 85% RH without DC voltage. IL=0.06 Ω, PL=0.12 Ω as reference
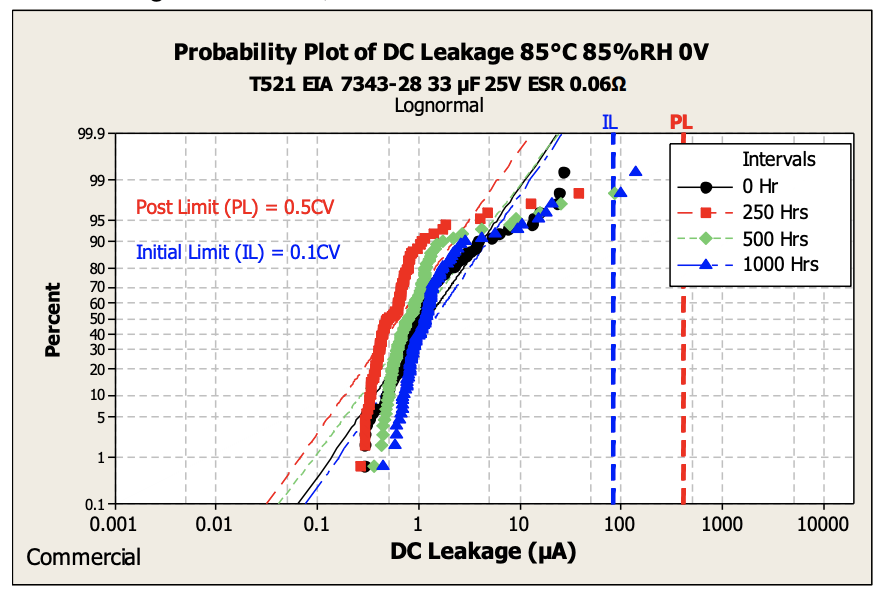
Figure 5(b): KO-CAP EIA7343-28, 33µF 25V, ESR 0.06Ω. DC leakage (measured at 25V) post several intervals under 85°C 85% RH without DC voltage. IL= 0.1*CV (82.5 µA); PL= 0.5*CV (412 µA) as reference
ESR changes for 85°C, 85% RH and 60°C, 90% RH (both without DC voltage) are shown in Figure 5(c). ESR increased rapidly from 250 hours to 500 hours under 85 °C, 85%RH. The ESR difference between 85 °C 85% RH and 60 °C 90% RH became even larger at 1000 Hours.
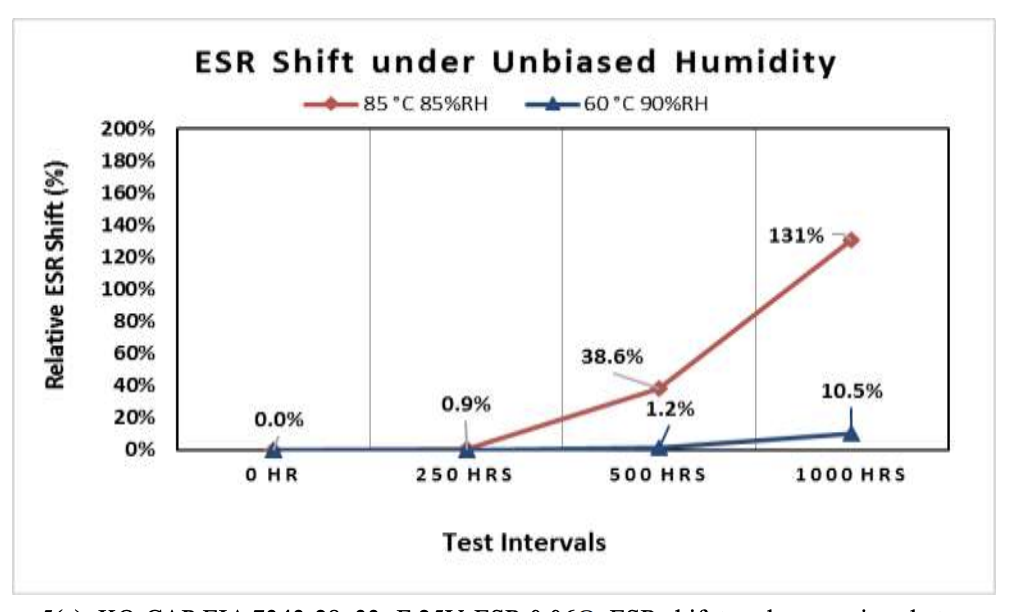
Figure 5(c): KO-CAP EIA 7343-28, 33µF 25V, ESR 0.06Ω. ESR shift trend comparison between 85 °C 85% RH and 60 °C 90% RH without bias.
Another observation was that there was about 5% more leakage tails starting at 250Hrs and one capacitor presented much higher leakage right (approximately 0.5*CV) under 85 °C, 85% RH condition.
One possible mechanism is related to the stress induced by moisture adsorption. Polymeric materials in the encapsulation and in cathode layers adsorb water under elevated humidity. Increased temperature accelerates the adsorption process. The difference of hydroscopic swelling from the layers of materials results in hydro-mechanical strain and stress similar to those from CTE (coefficient of thermal expansion) mismatch. The magnitude of moisture swelling stress is often comparable to or even larger than the thermal stress. [8] This could explain the ESR increase. In addition, the adsorbed water could facilitate chemical corrosion by any reactive chemical residuals left from the manufacturing process. The ionic conduction may lead to increased DC leakage or shorts.
The biased temperature and humidity test continues to grow in popularity as it is an effective way to detect failure of non-hermetically packaged solid-state devices in the field with voltage application. The combined stresses in this case are humidity, temperature, and DC bias up to rated voltage. For moisture adsorption dominated by the epoxy molding compound, the maximum adsorption concentration is determined by the relative humidity. [9] There could be some possibility of a lower failure rate in contrast to unbiased temperature and humidity test because the conductive polymer could be thermally de-doped by any high transient current to prevent DC leakage failures. This can explain the lower leakage current observed at 250 hour and 500 hour intervals in some biased humidity life tests. After 1000 hours the trend was opposite.
As one example of the development, the test results of KO-CAP EIA 3538-21, 330µF, 6.3V at 6.3V bias under 60°C, 90% RH and 85°C, 85% RH are presented in Figure 6.
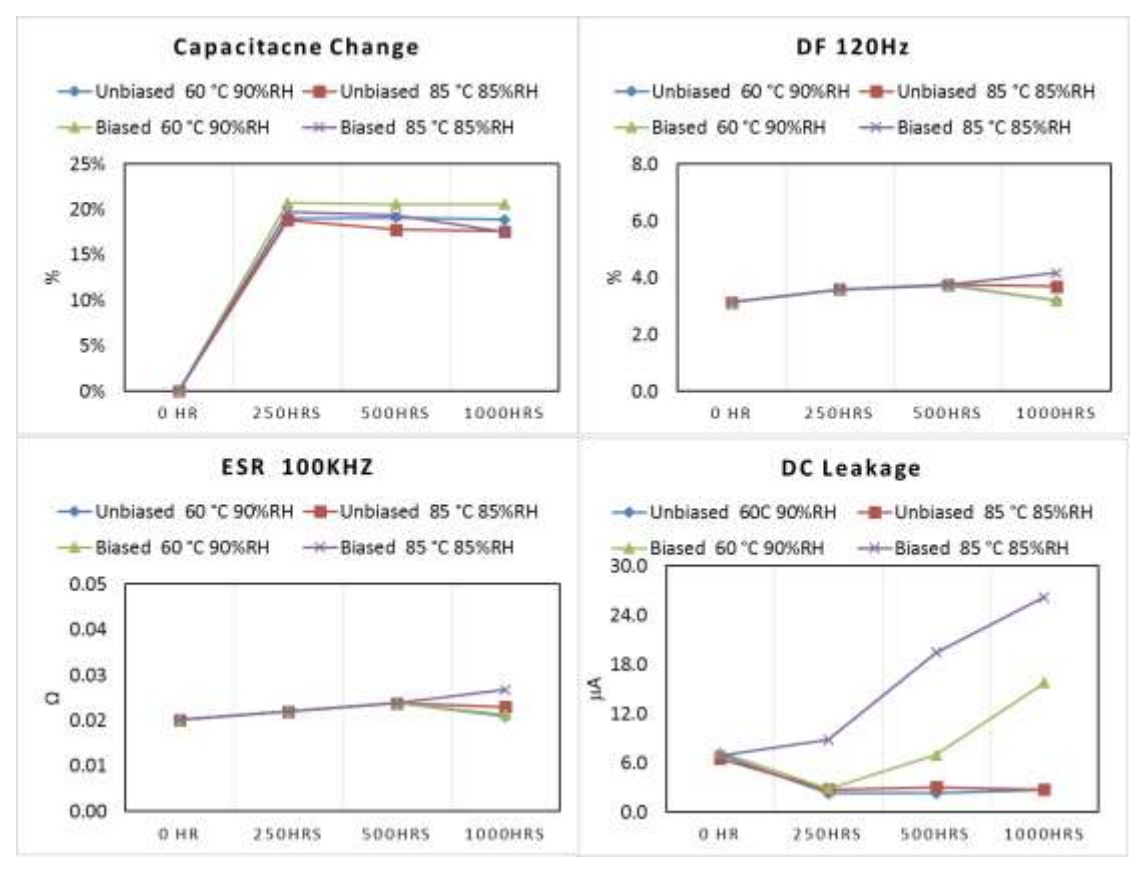
Figure 6: KO-CAP EIA 3538-21, 330µF 6.3V ESR 0.04Ω. Electrical performance during 60°C 90% RH and 85°C 85% RH with and without bias
For both 60°C 90% RH and 85°C 85% RH capacitance went up by about 20%. This is well known in the Ta capacitor industry as wet to dry capacitance loss and is considered as typical for the µFV/g level of the Ta powder utilized to make these samples. This is attributed to some dielectric surface area that is not covered by the conductive polymer solid electrolyte but is still reachable by liquid electrolyte solution or water. DF, ESR and DC leakage, for both biased and unbiased tests under 85°C, 85% RH showed more severe degradation than 60°C, 90% RH.
Due to the limitations of the test duration and sample size, it was not possible to determine the acceleration factor of 85°C, 85% RH over 60°C, 90% RH precisely. There were three noticeable differences between unbiased and biased humidity life tests.
Another example of our development was from EIA 7343-28, 33µF, 25V. The results of humidity life test with 25V bias under 85°C 85% RH is listed in Table 1. Figure 7 is the graphic summary.
Table 1: KO-CAP EIA 7343-28, 33µF 25V, ESR 0.06Ω. Biased and unbiased test results under 85°C 85% RH with a sample size of 80 pieces. High limit for ESR was 0.12Ω, i.e. twice of initial Limit (IL)
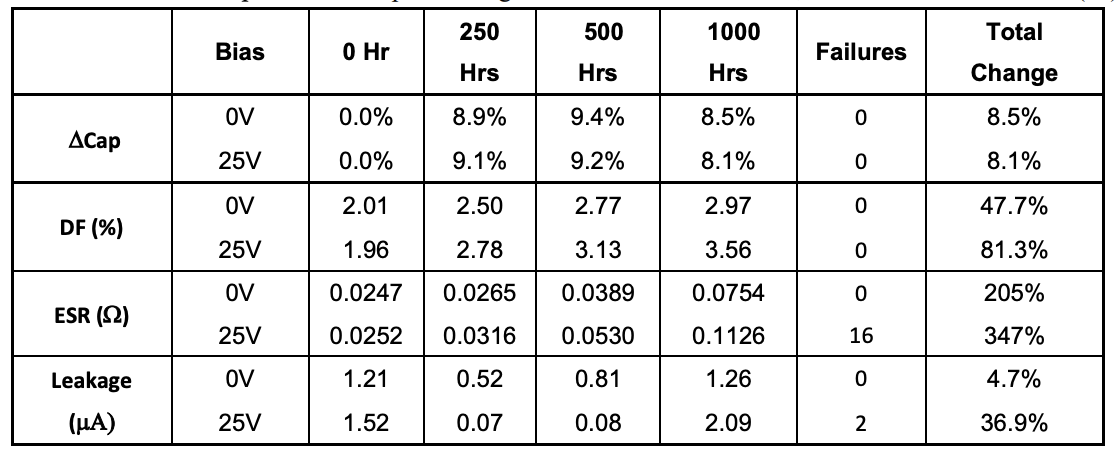
DF, ESR and DC leakage under biased 85°C, 85% RH showed more severe degradation than unbiased. 20% ESR population was over 0.12Ω, two capacitors reached 0.2 to 0.3Ω at 1000 hour interval. The most interesting observation was the leakage trend. With 25V DC voltage on capacitors, the healing effectiveness was much better than no voltage on parts until 500 hour interval, when leakage then started to increase dramatically and two capacitors went out of initial limit (0.1*CV). This different behavior in contrast to example 1 of EIA 3538-21, 330µF, 6.3V could be explained by capacitor design and the voltage applied. The formation voltage to rated voltage ratio was 2.4 for example 1 and 3.2 for example 2, respectively. The voltage stress as indicated by the electric field strength (V/cm) received by these two groups is different. The difference in capacitance increase (wet to solid capacitance loss) between examples 1 and 2 is also consistent with Ta powder selection and different polymerization process.
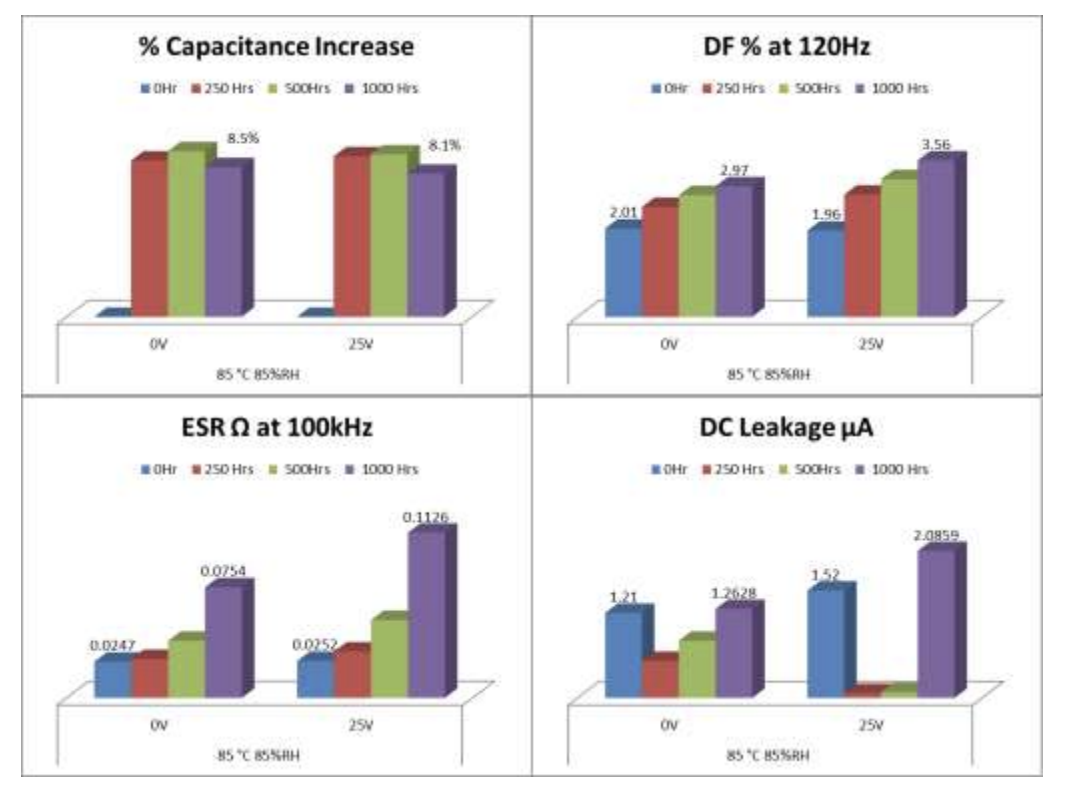
Figure 7: KO-CAP EIA 7343-28, 33µF 25V, ESR 0.06Ω. Performance under 85 C 85% RH with and without bias
Once a high leakage or short condition is confirmed, internal construction examination of the Al-CAP by X-ray CT could help reveal the fault site. After all the non-destructive analysis is performed, the wound element can be removed from the Alcan and unwound for further analysis. Analysis of leakage/short site by optical and/or SEM-EDS analysis could provide more insight into cause (e.g. contamination, damage, etc.).
In order to understand the mechanism, failed parts from both unbiased and biased 85°C, 85% RH humidity tests were subjected to extensive failure analysis. Reference [11] described the failure analysis protocols for tantalum capacitors.
Shorted parts were fractured and examined under an optical microscope and then by SEM-EDS. Copper was detected along the lead wire and on the molding compound side of the fracture as shown in Figure 8 (a). It showed a dendritic morphology matching that of copper migration (Figure 8 (b)). The suspected source of copper is the leadframe that is made of an alloy with high copper content. During the process of assembly, the Ta wire is welded onto the leadframe tab, further exposing the surface of the leadframe.
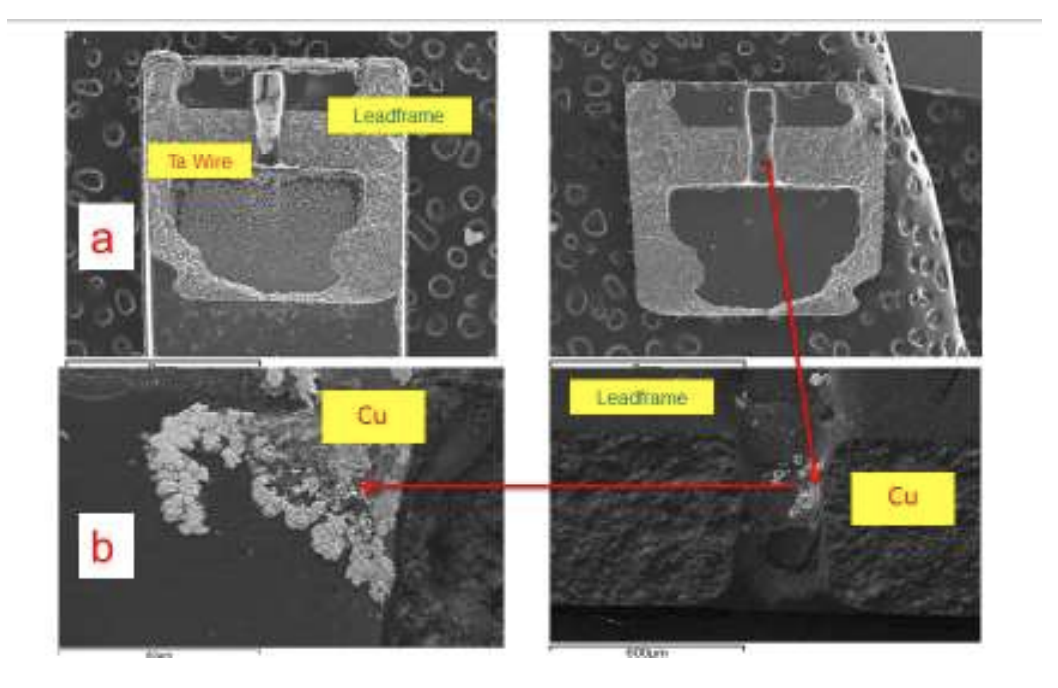
Figure 8: KO-CAP EIA 3528-20, 330µF 6.3V, ESR 0.04Ω (a) SEM pictures of fractured short capacitors; (b) Copper dendrite morphology
An experiment was designed to confirm the possibility of copper migration on polymer Ta capacitors. Some strips of capacitors assembled with a copper alloy based leadframe were taken before encapsulation. An aqueous ferric tosylate solution of low concentration was applied to the strips and dried to simulate the chemical residuals from the in situ polymerization of PEDOT. The pre-treated strips were placed into a chamber of 121°C, 85% RH. This is a similar setting to pressure cooker test (PCT). A DC voltage of 0.67*Vr was applied to the capacitors. After 42 hours samples were taken out and examined for electrical characteristics and visual appearance. Most of capacitors were short circuited. Dendritic copper growth on the anode and wire was observed (Figure 9).
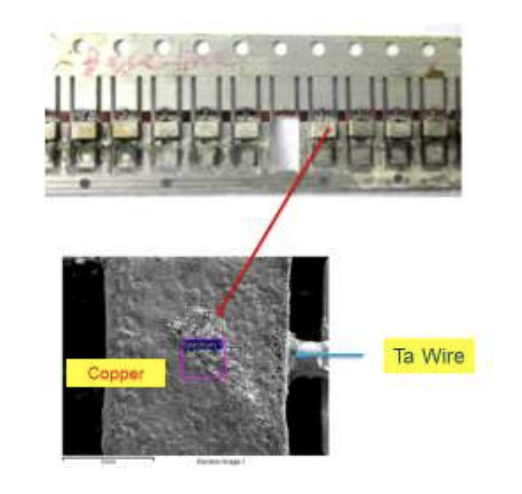
Figure 9: Copper migration on un-encapsulated tantalum capacitors. Simulated in a PCT chamber set as 121°C 85% RH. Samples from EIA 3528-20 330µF 6.3V
Krumbein described the electrochemical metal migration phenomena and listed some primary factors that promote the process. [12] Four major factors are listed below:
Parts with high ESR (Figure 10 (a)) were cross-sectioned and inspected with SEM. ESR increase was attributed to delamination and cracking of the conductive polymer layer (Figure 10 (b)). In some cases of failure analysis, knit line cracks were observed due to inferior molding epoxy property
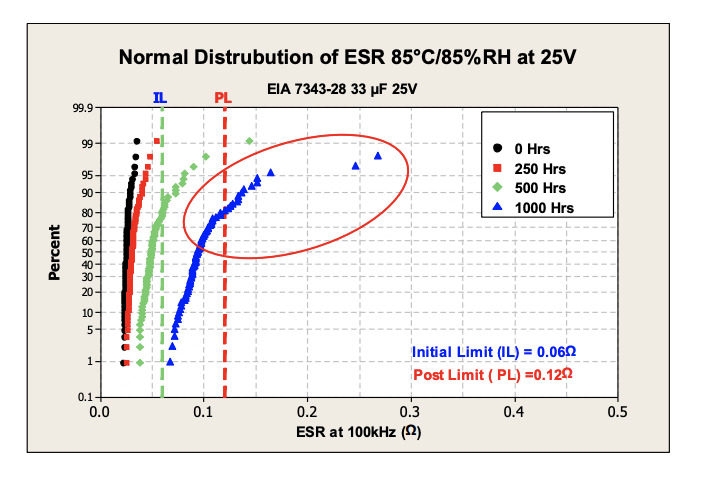
Figure 10 (a): KO-CAP EIA 7343-28, 33µF, 25V, ESR 0.06Ω. 20% ESR failures during 85°C 85% RH at 25V.
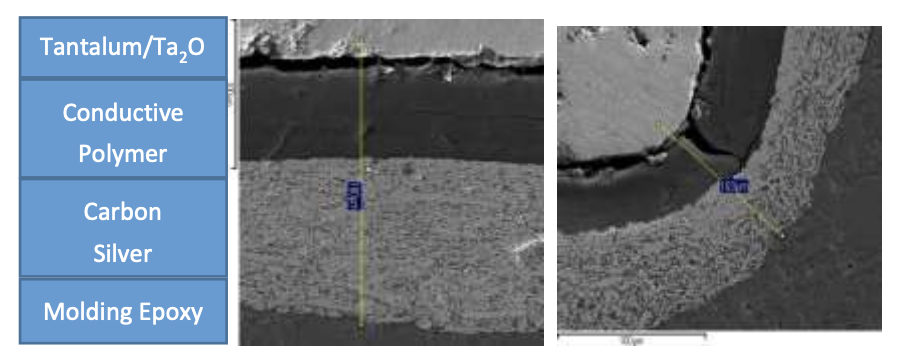
Figure 10 (b): KO-CAP EIA 7343-28, 33µF, 25V, ESR 0.06Ω. Typical SEM picture of higher ESR (0.12 Ω to 0.26Ω in Figure 10 (a)). Cracks and delamination were found.
The crack of polymer typically happened at corner of capacitors where the stress from moisture induced swelling is highest due to the curvature. Another hypothesis was conductive polymer de-doping. With a delamination generated and high DC voltage in the presence of ionic species conductive polymer could be chemically de-doped resulting in a reduction of conductivity. The four major factors list for high leakage and shorts could also contribute to the ESR fliers.
With consideration of the construction and process of Ta polymer capacitors, the following eight design actions were taken to mitigate the copper migration, conductive polymer delamination and de-doping.
Among many factors that contribute to the performance of polymer Ta capacitors under high humidity and temperature, moisture adsorption may be arguably the most important. JESD22-A120[13] described the test method for the measurement of moisture diffusivity and water solubility in organic materials used in integrated circuits. Although it has clear definition of the sample preparation and measurement method, it does not address the moisture adsorption by the finished product. For example, any poor adhesion between epoxy molding compound and leadframe may leave some gap at the egress. The construction may have metal pieces blocking the path of the moisture diffusion (Figure 11). In some cases, the cathode layers may be highly hydrophilic and hence promote moisture adsorption.
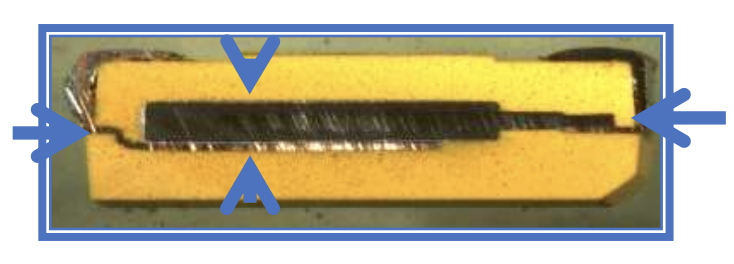
Figure 11: Possible path of moisture adsorption into Ta polymer capacitor
During the development, the moisture adsorption of finished parts made with different mold compounds was studied. KO-CAP EIA 7343-28 33µF 25V was used in the study. The procedure described in JESD22-A120 [13] was closely followed. Enough parts were selected to allow the detection of weight change due to moisture adsorption by using an analytical balance. Parts were dried at 125 °C for 72 hours before being placed into a humidity chamber set at 75 °C and 97% RH. They were taken out and weighed at different time intervals. The weight gain versus exposure time (soaking time) was shown in Figure 12. Epoxy molding compound C showed the lowest moisture adsorption by the finished parts and was selected for our design in conjunction with the material properties listed in Table 2.
Table 2 Mold compound physical and chemical properties
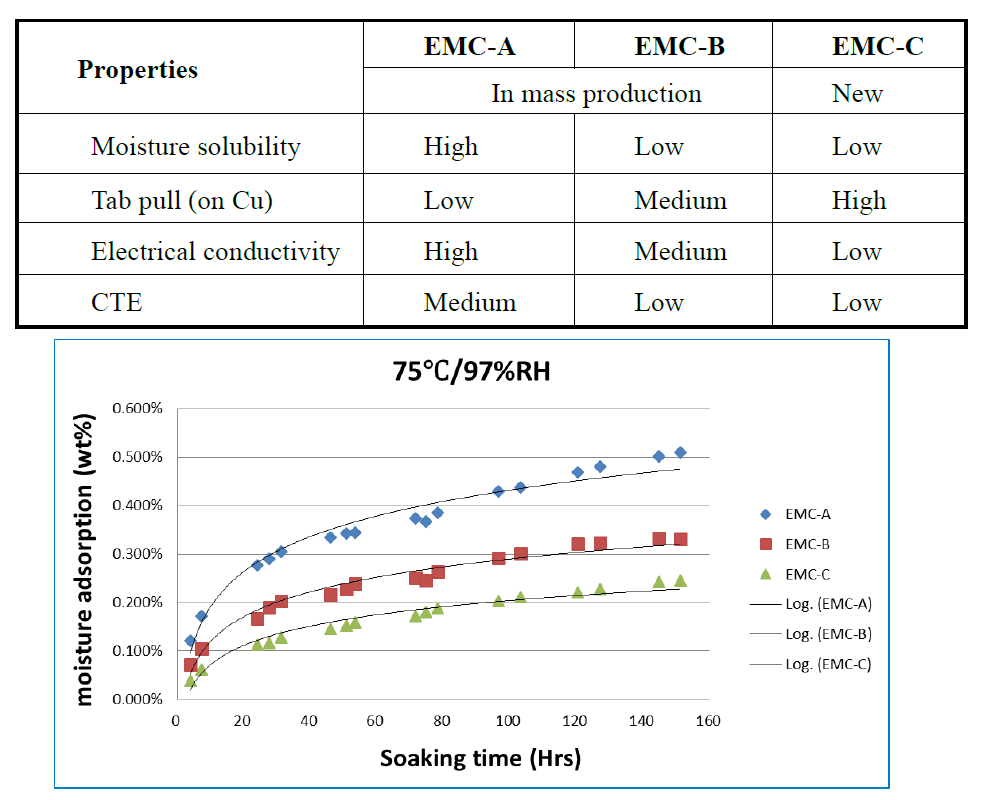
Figure 12: KO-CAP EIA 7343-28, 33µF, 25V, ESR 0.06Ω. Moisture adsorption by capacitors under 75 °C 97% RH with different exposure time
The group of capacitors using EMC-C showed the least ESR shift post 85 °C, 85% RH test without DC bias (Figure 13). An additional benefit was improved ESR performance during 125 °C life test for 1000 hours
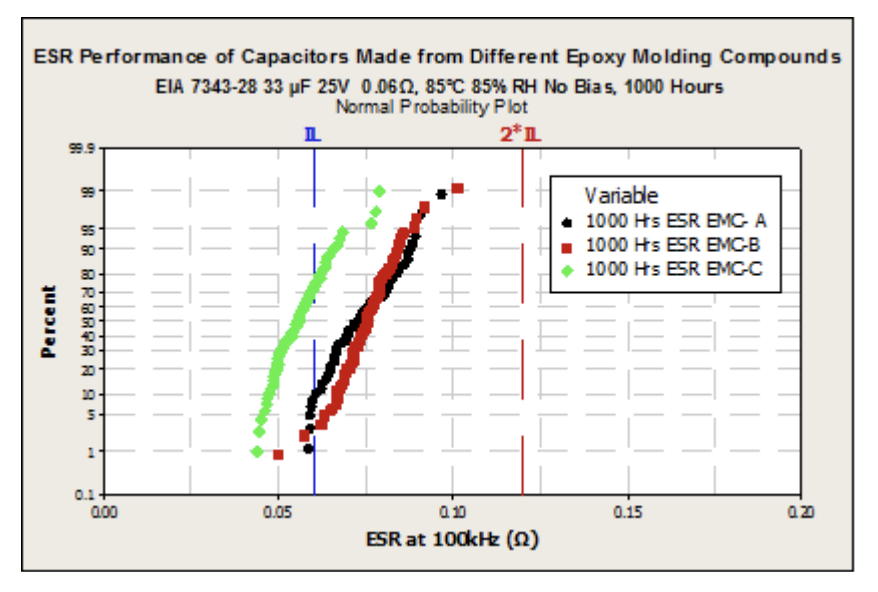
Figure 13: KO-CAP EIA 7343-28, 33µF 25V, ESR 0.06Ω. Comparison of ESR performance among EMC-A, B and C under 85 °C 85% RH without bias.
In order to reduce ionic residuals to prevent copper migration a number of experiments were performed by improving polymerization and wash. The ionic residuals as measured from an extraction solution was reduced by more than 50% (Figure 14). Meanwhile the polymer coverage was also improved.
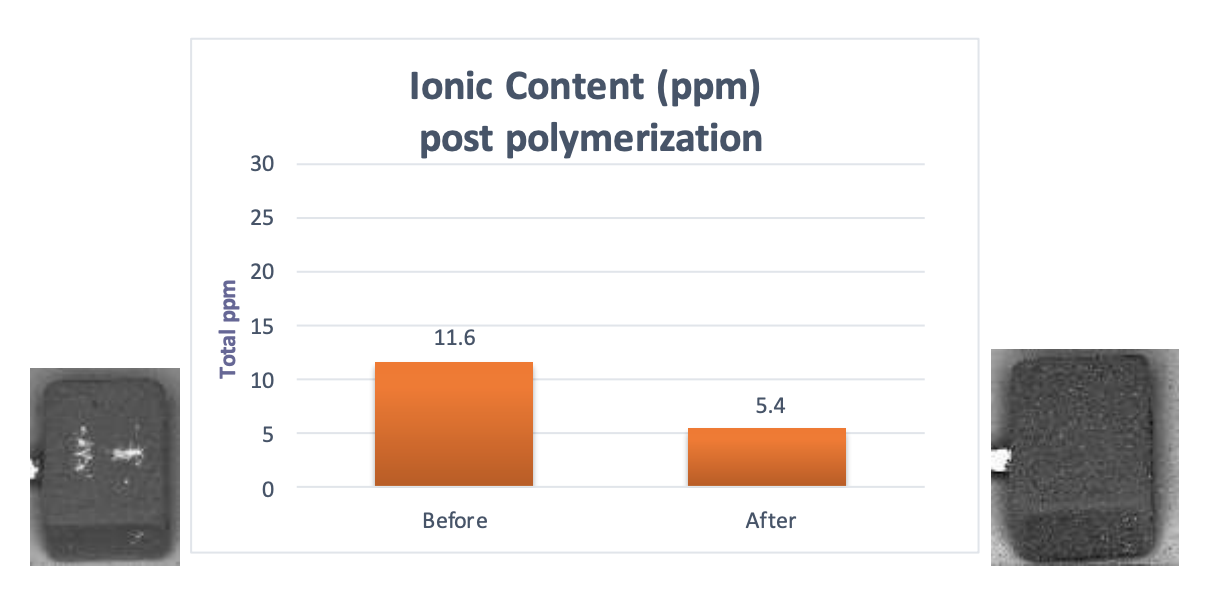
Figure 14: Improvement of ionic content of KO-CAP. Pictures on the side are SEM photos of anode surface post polymerization. Left photo is before, right is after polymerization and wash improvement.
In addition to the epoxy molding compound and polymerization improvement, a type of leadframe with good corrosion resistance was implemented. A moisture barrier coating that has been used for many years at KEMET was further improved. These new material and process improvements have enabled KEMET to qualify the KO-CAP to meet full AEC-Q200 requirements. Initial part number offering includes capacitance up to 330µF and rated voltage up to 16V. Figure 15(a) is the ESR performance of KO-CAP 100µF 16V commercial grade parts tested under 60 °C 90% RH with 16V Bias. ESR shift was a concern. Figure 15 (b) shows ESR performance of Auto Grade T598 tested under 85 °C 85% RH with 16V bias. Leakage performance improvement are presented in Figures 15 (c-d). T598 series of KO-CAP demonstrated good stability under 85 °C 85% RH up to 1000 hours.
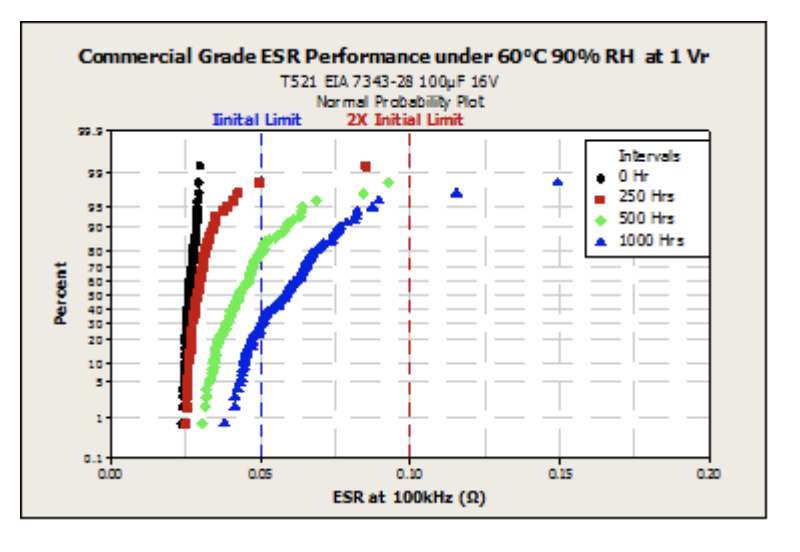
Figure 15(a): ESR performance of KO-CAP EIA7343-20 100µF 16V, ESR 0.05Ω Commercial Grade parts tested under 60°C 90% RH with 16V bias
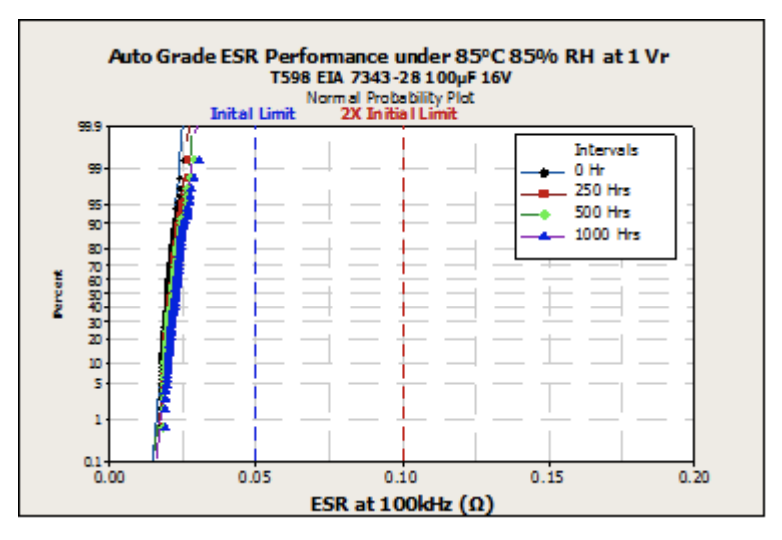
Figure 15(b): ESR performance of KO-CAP EIA7343-28 100µF 16V, ESR 0.05Ω. T598 Auto Grade parts tested under 85 °C 85% RH with 16V bias
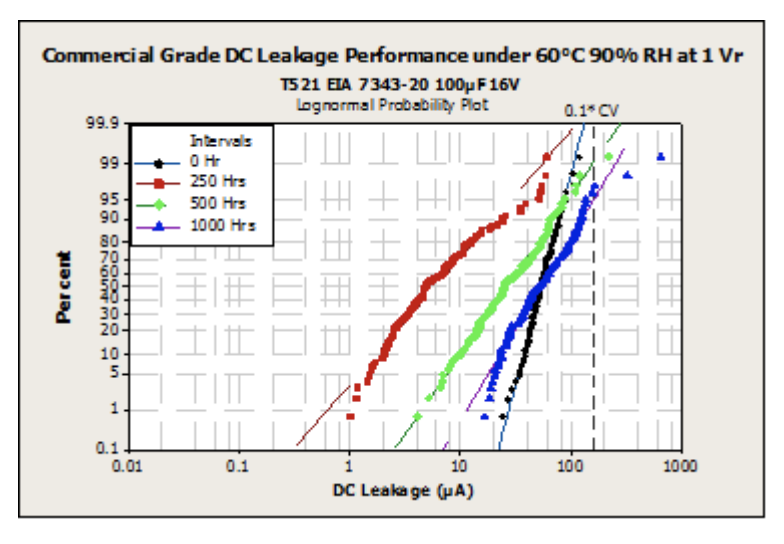
Figure 15(c): Leakage performance of KO-CAP EIA7343-20 100µF 16V, ESR 0.05Ω. Commercial Grade parts tested under 60 °C 90% RH with 16V bias
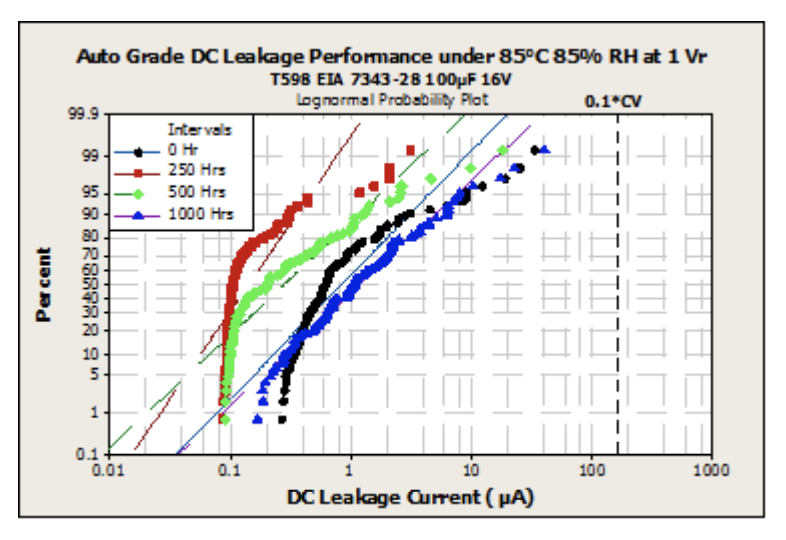
Figure 15(d): Leakage performance of KO-CAP EIA7343-28 100µF 16V, ESR 0.05Ω. Auto Grade parts tested at 85 °C 85%RH with 16V DC bias.
KEMET plans to expand the T598 product line with additional part numbers for the automotive market and to develop a new series (T599) that has 150°C 1000 hour life in addition to the specification of T598 in the near future. This would further expand the application of polymer Ta capacitors in automotive and other markets where a harsh operating environment is of concern.
The authors acknowledge the great contribution and cooperation of KEMET R&D and Technical Marketing team members across multiple locations.
Jane Ye, Chris Stolarski, Mel Yuan, and Cristina MotaCaetano
1. KEMET Electronics website: http://www.kemet.com/KO-CAP accessed Sep. 24, 2015
2. Jayson Young and Javaid Qazi, Polymer Tantalum Capacitors for Automotive Applications, CARTS
International 2014
3. AEC-Q200 Reversion D http://aecouncil.com/Documents/AEC_Q200_Rev_D_Base_Document.pdf
Automotive Electronics Council, accessed Sept.24, 2015
4. John W Osenbach, Corrosion Induced Degradation of Microelectronic Devices, Semiconductor
Science and Technology Vol.11 (2), Feb. 1996, pp.155-162
5. KEMET Electronics online catalog: http://go.kemet.com/t598 accessed on Sep. 24, 2015
6. MIL-STD-202G: http://everyspec.com/MIL-STD/MIL-STD-0100-0299/MIL-STD-202G_2397/
accessed on Sep. 24, 2015
7. D. Stewart Peck , Comprehensive Model for Humidity Testing Correlation, IEEE International
Reliability Physics Symposium 1986, pp. 44-50
8. Xuejun Fan, Moisture Related Reliability in Electronic Packaging, Professional Development
Course, 57th Electronic Components and Technology Conference (ECTC), May 29 – June 1, 2007
9. David J. Klinger, Humidity Acceleration Factor for Plastic Packaged Electronic Devices, Quality
and Reliability Engineering International. Vol. 7. 1991, pp 365-370
10. J. J. O’Dwyer, The Theory of Avalanche Breakdown In Solid Dielectrics, Journal of Physics and
Chemistry of Solids, Vol. 28, (7), July 1967, pp 1137–1144
11. Javaid Qazi, An Overview of Failure Analysis of Tantalum Capacitors, Electronic Device Failure
Analysis Vol. 16 (2), 2014, pp18-23
12. Simeon J. Krumbein, Metallic Electromigration Phenomena, IEEE Transactions on Components,
Hybrids, and Manufacturing Technology, Vol. 11, (1), March 1988, pp. 5-13.
13. JEDEC Standard http://www.jedec.org/sites/default/files/docs/22a120a.pdf accessed on Sep. 24,
2015